Termoformadora y Biopolímeros
CONTEXTUALIZACIÓN
El uso de plásticos se ha vuelto un problema en las últimas décadas ya que estos son desechados y no son capaces de degradarse generando grandes cantidades de basura y contaminando el planeta, por lo cual el estudio de alternativas que reemplacen los plásticos ha sido muy importante. Los biopolímeros son una alternativa que involucra el uso de materiales que son biodegradables que tienen, si no todas, la mayoría de las características que posee un plástico común y corriente.
Este escrito corresponde a una documentación de un proyecto realizado por un grupo de estudiantes del ramo del Departamento de Mecánica "Seminario de Diseño e Innovación Tecnológica" el segundo semestre del año 2019. El proyecto consistió en la fabricación de biomateriales/biopolímeros que puedan ser utilizables en una termoformadora, en la cual se puedan producir y utilizar láminas planas. El proyecto consistió en las siguientes etapas.
- Investigación y familiarización: Esta etapa consistió en investigar y buscar información respecto a diferentes sustratos provenientes de residuos que puedan ser reutilizados, dentro de los cuales se encuentran: avena, huevo, cáscara de naranja, cáscara de papa, entre otros. Luego, se realizo un analisis a la termoformadora existente para así familiarizarse con su funcionamiento y proponer mejoras o modificaciones, esto con el fin de trabajar adecuadamente con los bipolimeros.
- Pruebas y documentación: Se realizaron diferentes mezclas en base a los distintos sustratos con el fin de ver las propiedades que estos podrian entregarle al biomaterial, ya sea resistencia, elasticidad, capacidad de mantener su forma, entre otras.
- Diseño y fabricación: Se diseñaron y fabricaron componentes para la mejora de la termoformadora que facilitan trabajar con biomateriales y generar láminas.
- Selección del producto: A partir de los biopolímeros que cumplan con propiedades optimas para ser termoformados, proponen diferentes ideas para la realización de un producto. En este caso se opto por el diseño de contenedores de comida desechables.
OBJETIVOS
Este proyecto tuvo como objetivo principal el aplicar los principios de CDIO (Conceive-Design-Implement-Operate) en un proyecto real trabajando con un termoformadora y biomateriales. Para cumplir con este objetivo fue necesario:
- Acondicionar la termoformadora existente para termoformar biopolímeros de manera más eficiente.
- Sistematizar y documentar el proceso aportando rangos y valores ideales para termoformar biopolímeros.
- Proponer un producto basado en el termoformado de biopolímeros.
ALCANCE
Lo que se espera alcanzar con el proyecto es la formulación de un producto que funcione como una solución al consumo excesivo de productos en base a materiales que son dañinos para el medio ambiente. Para alcanzar este objetivo se deben realizar y cumplir previamente otros objetivos planteados los cuales van desde la mejora de la única termoformadora presente en el laboratorio de fabricación digital hasta la confección de una lámina adecuada que cumpla las características necesarias para poder transformarse en el producto deseado.
Es importante destacar que este producto busca ser insertado en la comunidad de la fcfm, ayudando a la disminución del consumo de materiales contaminantes dentro de la facultad y así generar consciencia sobre la importancia de buscar alternativas que no generen un daño al medio ambiente.
El desafio que queda planteado a futuro en relacion a este proyecto es la confeccion de un prototipo de bandeja fabricada por biopolimeros en base a toda la investigacion y mejoras realizadas en este proyecto, la cual resulte adecuada y logre ser implementada de forma efectiva.
ANTECEDENTES TEÓRICOS
- Bioplásticos: Los plásticos tradicionales provienen de fuentes no renovables como el petróleo, un hidrocarburo contaminante y con un tiempo de biodegradación muy alto. Actualmente, el plástico es la tercera aplicación del petróleo más utilizada y se estima que se consumen alrededor de 200 millones de toneladas al año en el mundo. Sus principales consecuencias se mencionan a continuación:
- La basura que se encuentra en los océanos ha generado islas de plásticos en los puntos donde confluyen las corrientes oceánicas. Tanto así, que la más grande tiene un tamaño similar al de España, Francia y Alemania juntos.
- La ingesta de plásticos por los animales o la posibilidad de quedar atrapados en estos les puede generar heridas internas, amputaciones e incluso la muerte.
- Los humanos también pueden consumir plásticos debido a la bioacumulación de la cadena alimenticia. Más aún, muchos de los compuestos utilizados para su fabricación son cancerígenos generando consecuencias negativas tanto por su consumo como por la liberación de estas sustancias durante su degradación.
- A causa de que los plásticos son fabricados a partir del petróleo, su quema genera una contribución al efecto invernadero.



Figura 1: Concecuencias de la contaminación por plásticos en el medio marino.
El impacto ambiental negativo que provoca el consumo descontrolado de este tipo de plástico ha llevado a buscar alternativas con un enfoque ecológico y en vistas a un futuro sustentable. Debido a esto, la industria de bioplásticos se encuentra en vías de expansión en donde se espera que la capacidad de producción mundial aumente de 2.05 millones de toneladas el 2017 a 2.44 millones de toneladas al 2022.
Se denomina bioplástico a aquellos polímeros naturales derivados de productos vegetales. Estos tienen la característica de ser totalmente degradables, versátiles y que buscan imitar las propiedades de muchos de los plásticos tradicionales utilizados a diario.
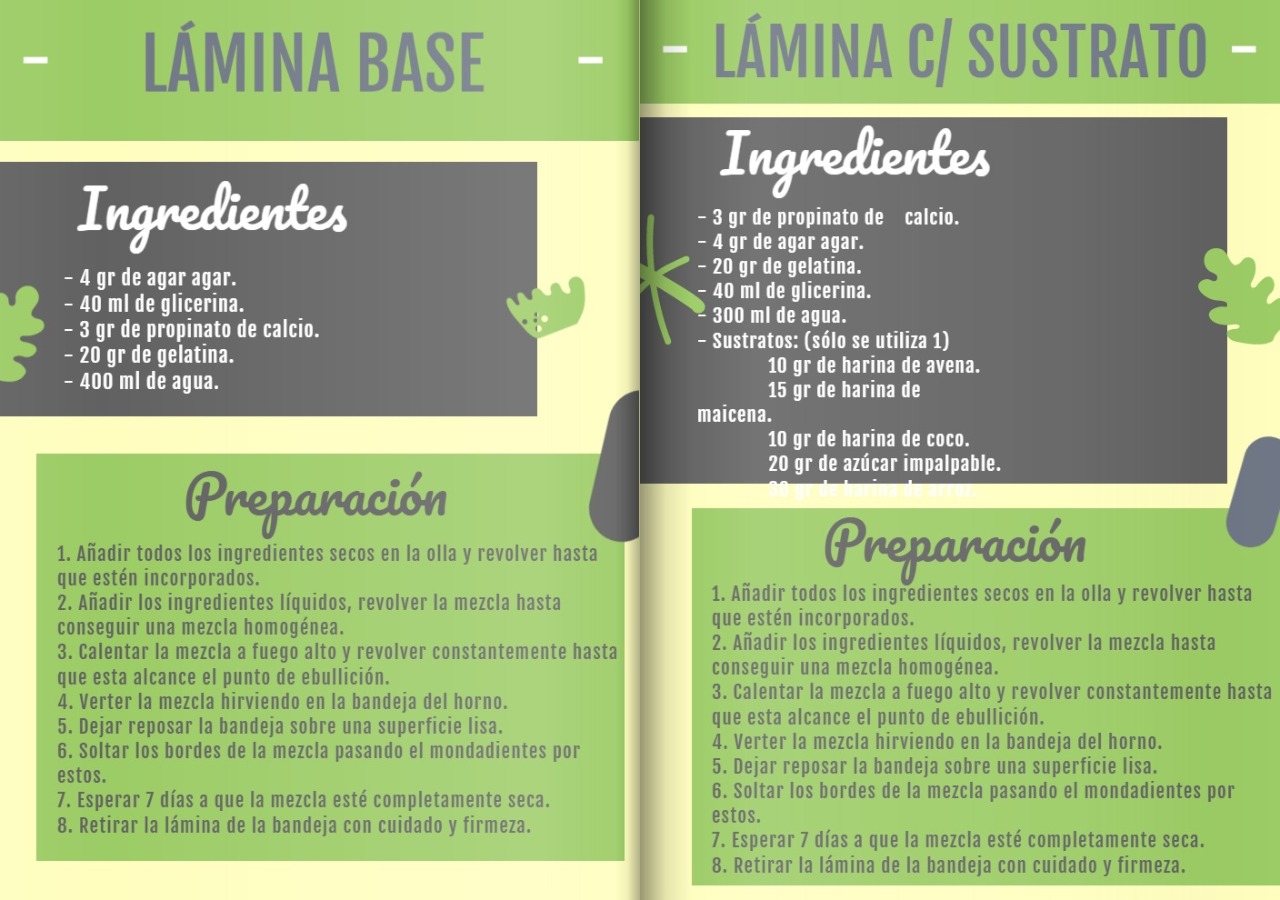
- Sustratos: Para la realización de láminas de bioplástico se utilizó una receta base (explicitada en la sección Metodología) a partir de la cual se le agregaron distintos sustratos de manera de registrar los cambios en las propiedades del material. Estos se mencionan a continuación.
- Avena: La avena es un género de plantas que se utiliza para alimentación del ganado y alimentación humana. Al remojarla se forma una mezcla aglutinada y consistente que puede llegar a proporcionar una buena propiedad a la lámina de bioplástico.
- Sacarosa: Corresponde a un disacárido que se obtiene principalmente de la caña de azúcar o la remolacha. Esta se utiliza comúnmente para endulzar preparaciones, pero una de las propiedades que posee es de funcionar como colorante blanco lo cual le confiere una mejor presentación a la lámina.
- Coco: El coco es una fruta tropical que se obtiene de una especie de palmera conocida como cocotero. Se destaca por el uso de su pulpa, la cual es blanca y aromática, utilizándolo en su versión comercial de leche de coco con la finalidad de ser usado como colorante para la lámina, en búsqueda de mejorar la presentación de esta.
- Arroz: El arroz es un cereal extraído como la semilla de la planta Oryza sativa. Tiene una forma pequeña ovalada de color blanco. Se utilizó como sustrato en su formato comercial 'harina de arroz' para funcionar como colorante para lámina en búsqueda de mejorar la presentación de esta.
- Cáscara de huevo: Buscando la reutilización de desechos orgánicos como la cáscara de huevo se trituró en una licuadora hasta el punto en que se consiguió un polvo blanquecino para así ser usado como sustrato.
ANTECEDENTES TÉCNICOS
- Termoformadora:
El proceso de termoformado se desarrolló a finales de la segunda guerra mundial con el inicio de la fabricación de materiales termoplásticos que conllevaron al desarrollo de maquinaria y equipos para este proceso, consolidándose en los años 60’s con el termoformado al vacío. Estas son máquinas que cumplen con el proceso automatizable de dar forma a una lámina plástica por medio de calor, el cual debe ser regularizado o estandarizado según sea el tipo de polímero. Durante la década de los 80's y desde entonces hasta la actualidad, las termoformadoras más modernas emplean como material pellets de resina en lugar de láminas plásticas; lo cual a su vez reduce la cantidad de desperdicio o residuos durante el proceso.
Para el desarrollo del presente proyecto se utilizó una termoformadora casera. La cuál desarrolla la misma función pero sin un proceso de automatización tan avanzado.
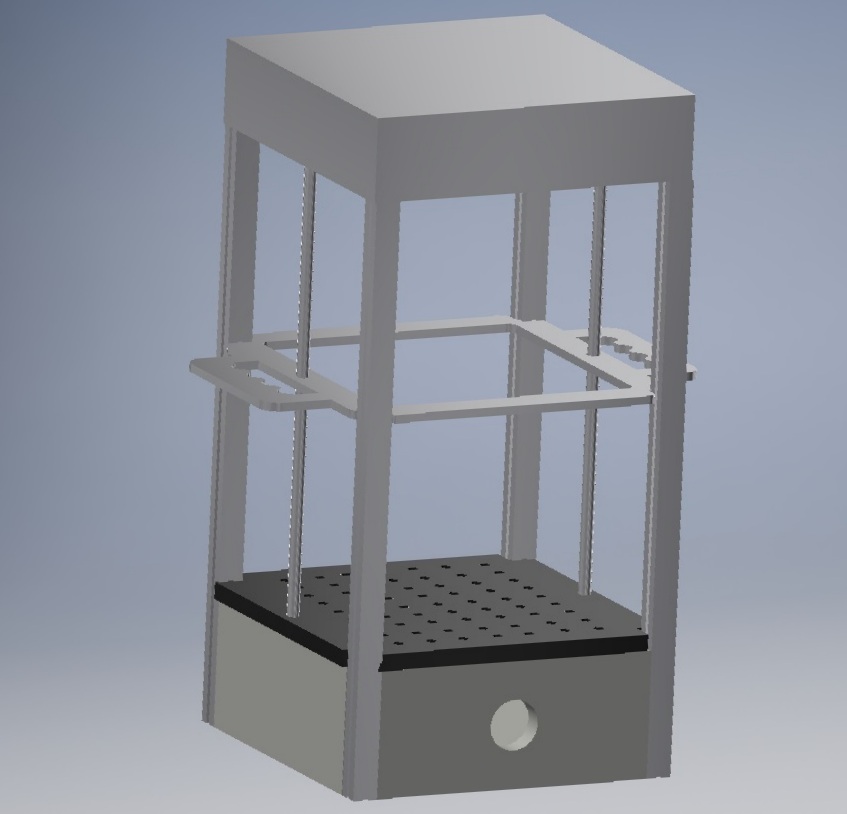
Figura 2: Termoformadora utilizada para el proyecto.
- Dificultades preliminares:
- Fijación Bandeja: Dentro de los problemas previos encontrados en la termoformadora se encuentra la fijación de la bandeja. Este problema dificultaba el proceso de termoformado provocando que fuera incómodo y diera lugar a errores en la fijación de la altura estándar desde la bandeja hasta la fuente de calor.
- Fijación de la lámina: La fijación de la lámina presento dos grandes problemas. El primero tiene relación con el tamaño de esta, ya que las láminas realizadas en un inicio presentaban un tamaño distinto provocando que quedaran espacios sin cubrir y que al momento de termoformar generaran un efecto negativo en el proceso de aspiración. El segundo problema tiene relación con la adhesión de la lámina entre las placas, ya que el sistema de pernos incluidos en estas presentaba un diseño defectuoso evitando su correcto funcionamiento.
- Estandarización de variables:
Para realizar un análisis de las propiedades de las distintas láminas en el proceso de termoformado se estandarizaron las figuras que posteriormente iban a ser termoformadas. En particular, se escogieron 3 distintas alturas con un ángulo de inclinación fijo y 4 ángulos de inclinación a una altura fija. Esto se realizó para poder concluir cuáles eran los valores límites de estas variables para obtener un buen termofomado. A continuación se presentan los valores utilizados y el CAD correspondiente.
| Ángulo [°] | Altura [mm] |
|---|---|
| 0 | 30 |
| 0 | 20 |
| 0 | 15 |
| 15 | 15 |
| 25 | 15 |
| 35 | 15 |
Tabla 1 : Alturas y ángulos de inclinación de las figuras utilizadas para termoformar.
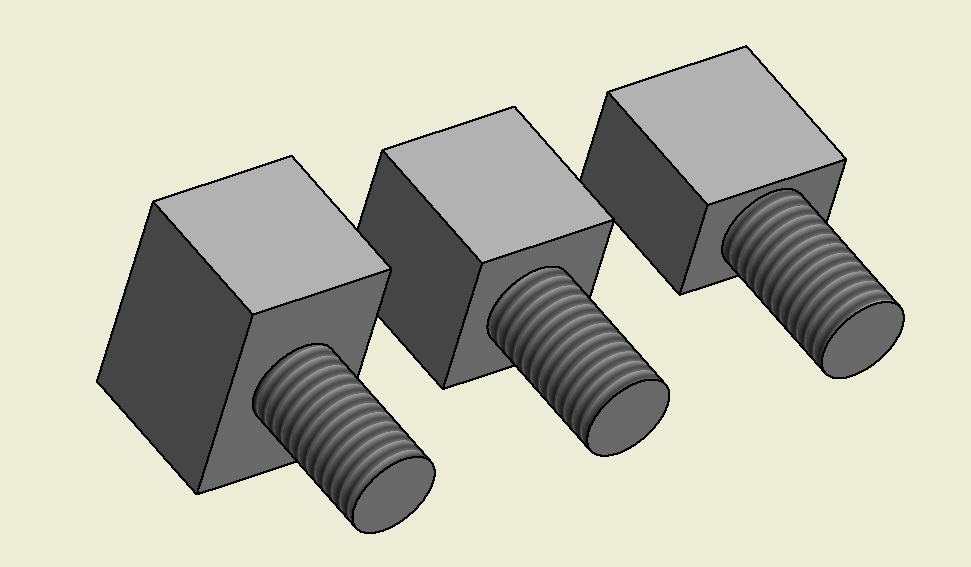
Figura 3: CAD de las figuras con variación de alturas.
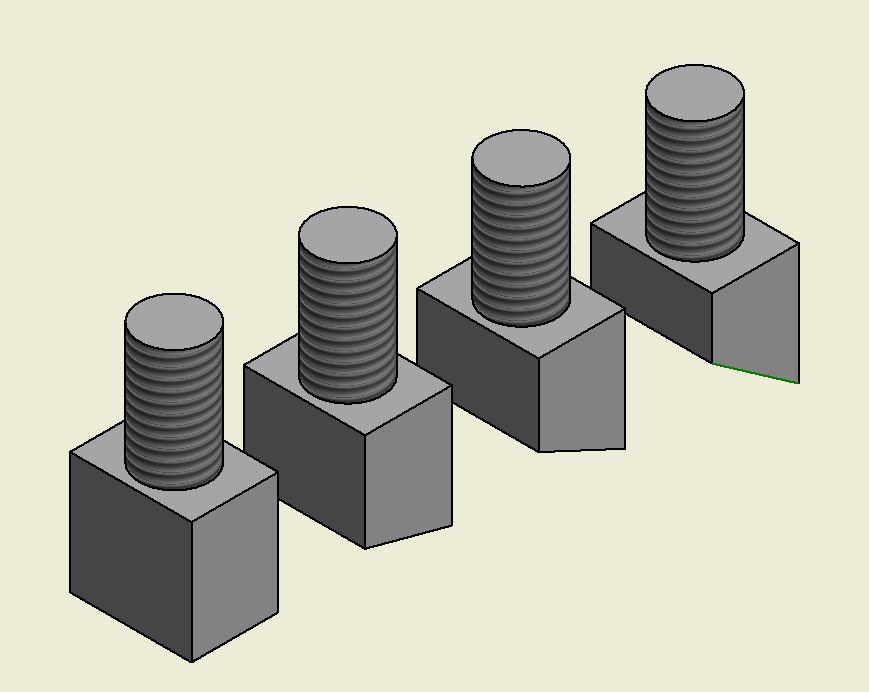
Figura 4: CAD de las figuras con variación de ángulos de inclinación.
- Estandarización de termoformado:
Para la realización de termoformado se estandarizaron variables propias de la termoformadora tales como la temperatura máxima a la cual se realizaba el proceso y la altura desde donde se ubicada la placa hasta la fuente de calor.
| Temperatura [°C] | Altura [cm} |
|---|---|
| 200 | 5 |
Tabla 2: Temperatura y altura estandarizada para el termoformado.
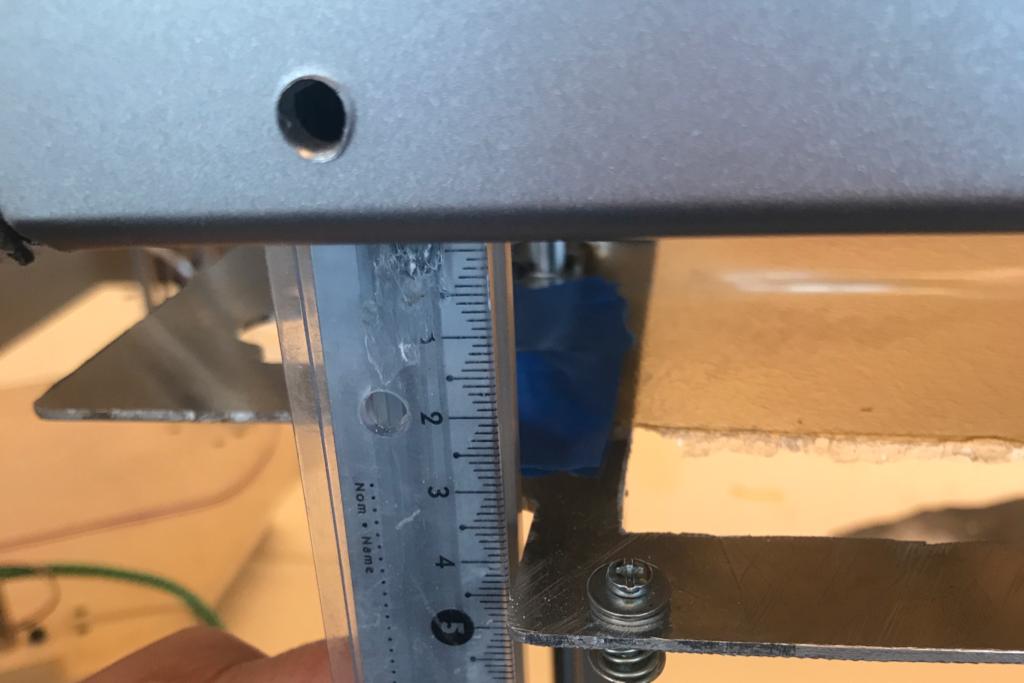

Figura 5: Estandarización de parámetros para termoformado
METODOLOGÍA
En esta sección se mencionarán las herramientas utilizadas para la realización de los bioplásticos y los recetarios con sus respectivos ingredientes y preparación.
- Herramientas
- Jeringa.
- Cocinilla.
- Cuchara.
- Olla.
- Balanza.
- Bandeja de horno lisa.
- Recetarios
PRODUCTO
Uno de los objetivos de la investigación y experimentación realizada con distintos sustratos era buscar una lámina que cumpliera con las características adecuadas para la confección de un producto en base a bioplásticos. Basándose en las problemáticas presentes a nivel facultad con el uso desmedido de materiales no reutilizables en el consumo de alimentos se optó por el diseño de bandejas que reemplazaran a las utilizadas en pastelería confeccionadas en base a cartón y/o plástico.

Figura 6: Bandeja de cartón utilizada en pastelería.
RESULTADOS
- Mejoras en termoformadora:
Como se mencionó en las dificultades preliminares, existían 3 principales problemas a solucionar:
1.- Para la fijación de la lámina se diseñaron dos soportes para ser instalados en los pilares de la termoformadora. Su principal función consistía en afirmar la lámina a una altura determinada y conveniente para quién utilizara la máquina. Esta se fijaba con un perno situado al interior de los pilares.
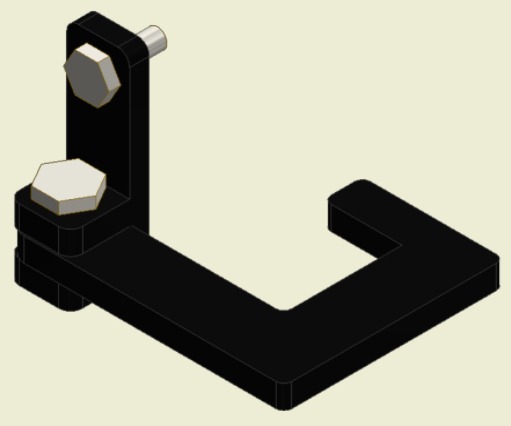
Figura 7: Soporte de la lámina.
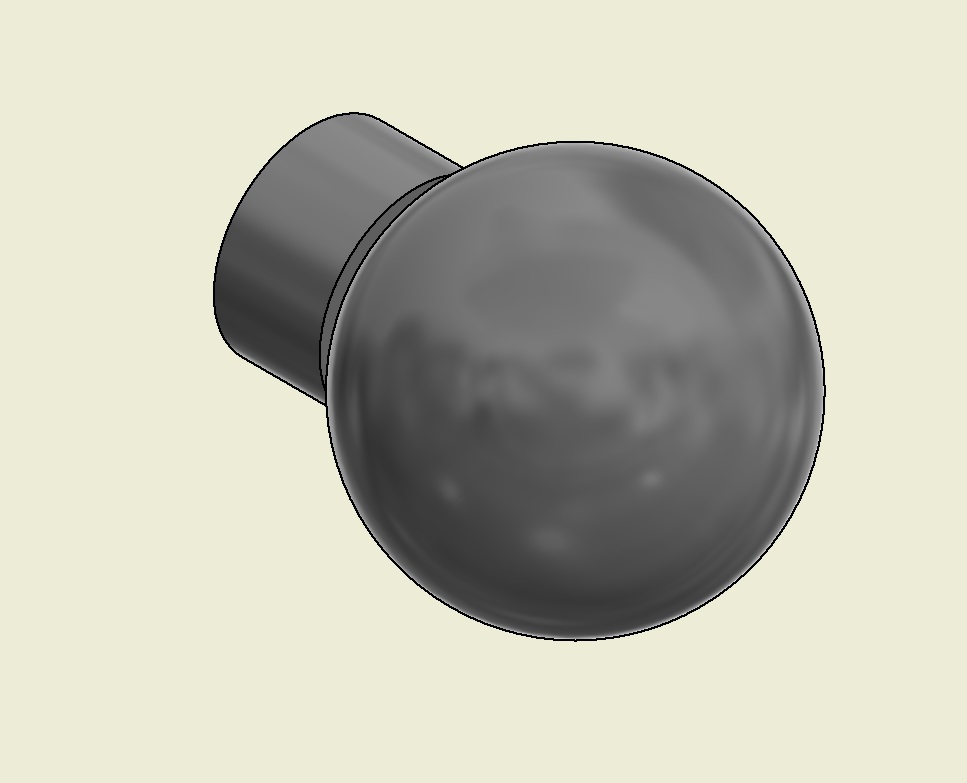
Figura 8: Manilla del soporte de la lámina.
2.- Para la fijación de la bandeja se fijó el tamaño de la lámina en concordancia al tamaño de la placa. Además, se instaló una matriz de silicona entre las placas para así aumentar el roce y en consecuencia, la adhesión.
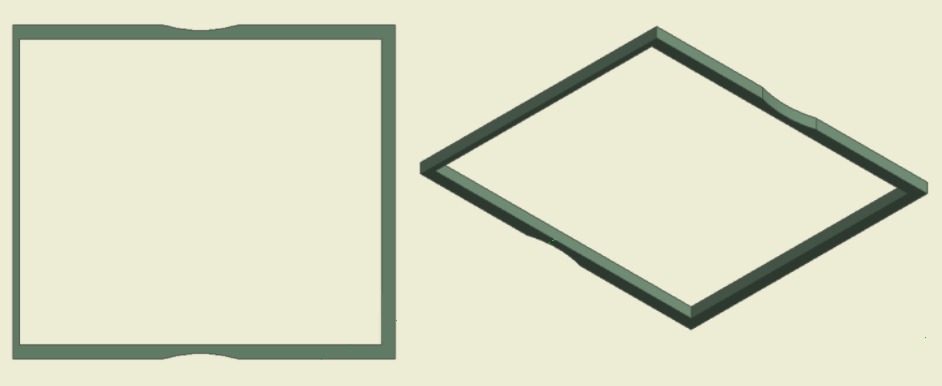
Figura 9: CAD del molde para realizar el producto.
- Fabricación de láminas de bioplásticos:
En esta sección se muestran los resultados obtenidos de la manufactura de bioplásticos realizados con distintos sustratos.
1.- Sin sustrato: Material rígido y duro. Muestra un resultado de termoformado prolijo y definido. La textura de la lámina es lisa y sin viscosidad aparente. No hubo presencia de hongos después de meses de su realización y el termoformado se mantuvo en buenas condiciones.

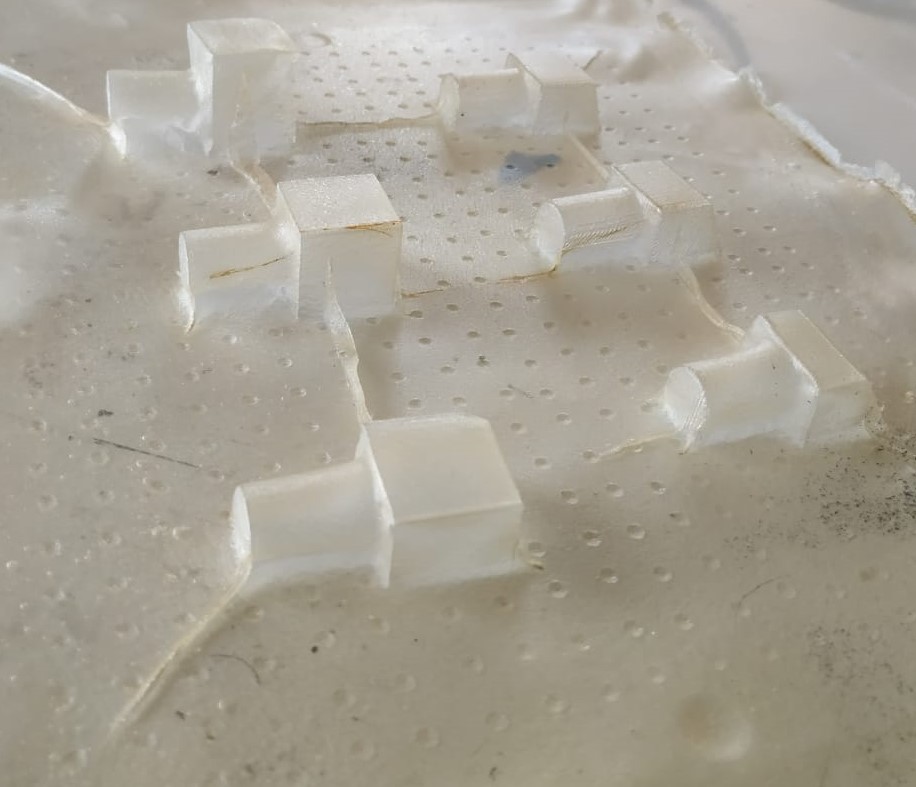
Figura 10: Resultados de termoformado de bioplástico sin sustrato.
2.- Avena: Material elástico, lo cual conlleva a un termoformado con mayor posibilidad de detalle, como se muestra en la siguiente figura. Posee una alta viscosidad, lo que dificulta su manipulación. No presentó hongos después de meses de su realización y el termoformado se mantuvo en buenas condiciones.
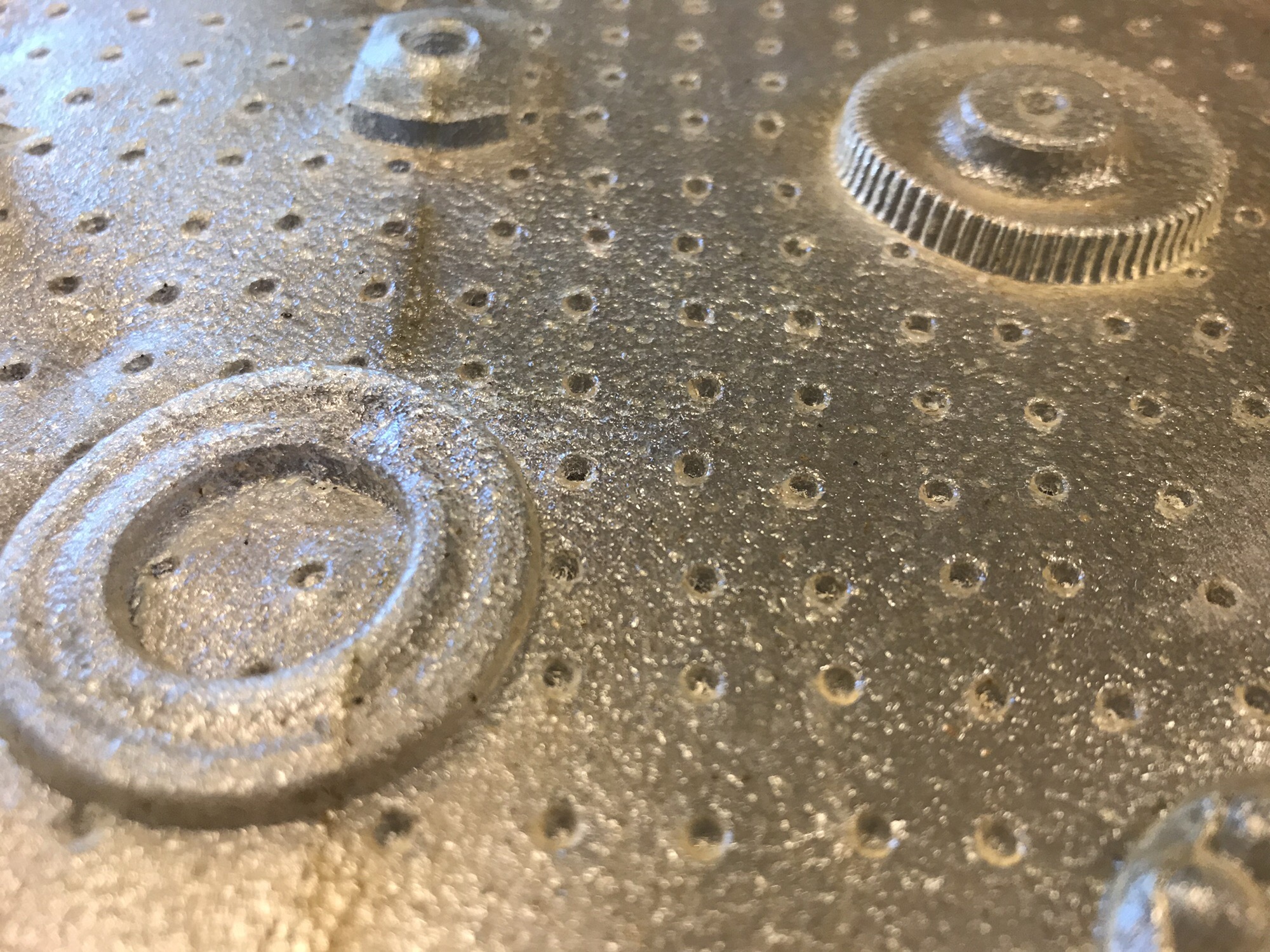
Figura 11: Resultados de termoformado de bioplástico con avena como sustrato.
3.- Coco: Material elástico. No existe una pigmentación evidente.
Figura 12: Bioplástico hecho con harina de coco como sustrato.
4.- Arroz: Material delicado, se rompe fácilmente. Tiene una consistencia excesivamente pegajosa que lo hace inviable para trabajar. Existe una notoria pigmentación blanca.

Figura 13: Bioplástico hecho con harina de arroz como sustrato.
5.- Cáscara de huevo: Clara falta de elasticidad, además de una disolución incompleta de la cáscara de huevo en la mezcla generando una consistencia no uniforme.

Figura 14: Bioplástico hecho con cáscara de huevo como sustrato.
6.- Betarraga: Material con poca viscosidad. y de apariencia resistente. La pigmentación final de la lámina fue de un color amarillo, lo cual se puede deber al contacto con el aire.

Figura 15: Bioplástico hecho con betarraga como sustrato.
- Producto:
Luego de la investigación realizada, se procedió a realizar un CAD del molde para la elaboración del producto propuesto. Este se muestra a continuación.
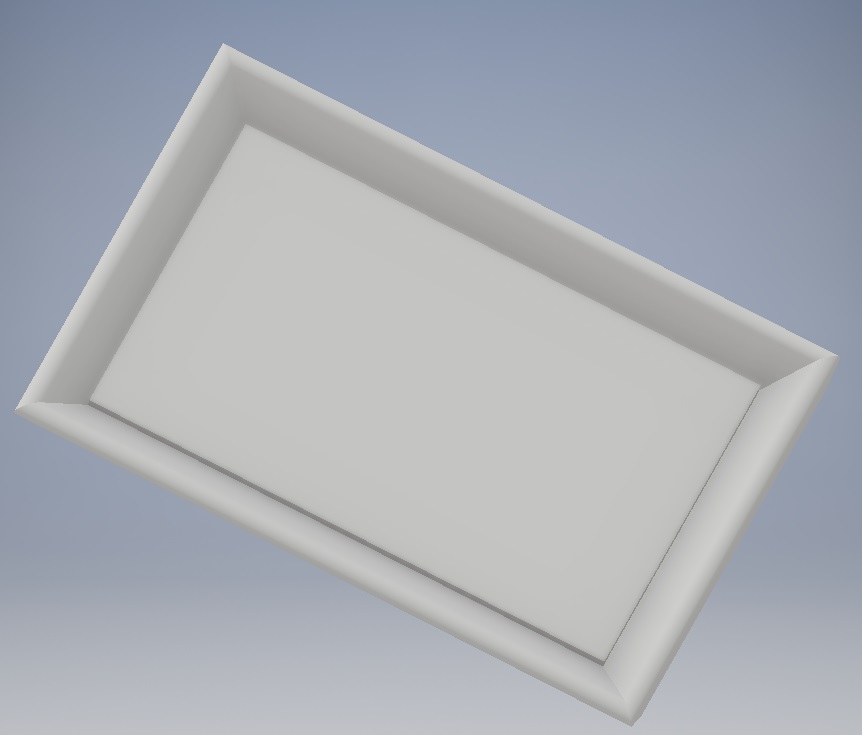
Figura 16: Molde del producto.
CONCLUSIÓN
Se puede concluir que se cumplieron los objetivos del proyecto. Fue posible registrar las características de los bioplásticos de acuerdo a los sustratos utilizados, siendo la avena, sacarosa, coco y el arroz los que tuvieron un resultado positivo y por otro lado, la cáscara de huevo y betarraga, sustratos que requieren de perfeccionamiento en su implementación para formar parte de la receta base. Además, se pudo optimizar el funcionamiento de la termoformadora incorporando soportes tanto de la lámina como de la bandeja, los cuales entregaron resultados positivos al momento de ser utilizada, y se establecieron valores optimos de temperatura y altura de la bandeja, permitiendo asi una estandarizacion de variables para todas las laminas utilizadas durante el proyecto.
El desafio de aqui en adelante recae en la creacion de un producto definitivo, en base a los antecedentes y avances entregados en este proyecto, el cual cumpla con el objetivo global planteado en un inicio: la disminución del consumo excesivo de productos en base a materiales que son dañinos para el medio ambiente en la comunidad de la fcfm.
